無料見積もり/相談
無料見積もり/相談

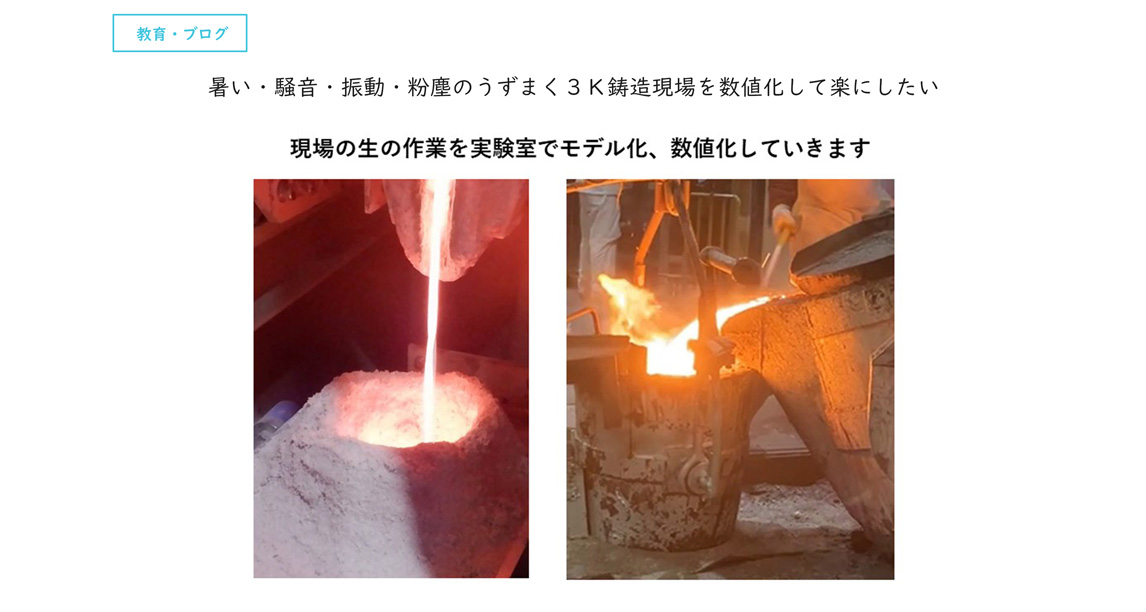
鋳物 ・ 鋳造関連の教育EDUCATION
- ホーム
- 鋳物 ・ 鋳造関連の教育
鋳物・鋳造関連の教育education

こちらでは、鋳造シミュレーションに関係する技術的な背景や、基礎知識、鋳造過程で発生する欠陥(鋳造欠陥)など、鋳造技術にまつわる話を紹介しています。
遠回りになりますが、広い範囲で鋳造の技術の紹介もしているのは、その方が知識として分かりやすくなるからです。
「温故知新」、先人の知恵に学ぶところ、大です。
そして、「知識を正しく使うとき、初めて教育の目的は果たされます」。教育が良心に刻まれてそうして初めて教育の目的が達成されると考えます。
数値解析について
● 数値解と解析解の違い
数値解とは、微分方程式を積分するなどして、関数の形で得られた厳密解のこと。解析解とは、差分法などの数値演算による近似解のこと。
数値解は、変数と解が一目で分かり、関数の形になっているので、式に変数を代入すると解が直ちに求まりますが、単純な問題しか解けません。
一方の解析解は、複雑な問題にも適用できますが、条件が変わるたびに、いちいち計算しなおさなければならないため、一目で分からず、見通しが良くありません。
注目
- ●直観を大切にする
-
出来る限り、解析解を使った方が物理現象に関して、理解が深まります。
また、数値解を使うときでも、解析的に整理が必要です。
- ●シミュレーションに溺れない
-
市販の鋳造シミュレーションソフトは色々な解析が出来て、便利ではありますが、正しく活用するためには計算の内容を理解しておくことが大切です。
研究を目的とする時は市販のソフトでは満足できないのでプログラムが自作できるのが良いですね。
● 数値解の技法について
数値解法には、差分法・有限要素法などがあります。さらにそれらにも、細かく種々の手法がありますが、大まかに言えば、精度や計算速度に大差ありません。
差分法の代表的なものが、陽的差分法と呼ばれるものです。(陰的差分法もあります)
陽的差分法(陽的解法)のことを「前進差分法」。陰的差分法(陰的解法)のことを「後退差分法」とも呼び、陰的解法のには、後退差分法の他にクランク-ニコルソン法(改良オイラー法)もあります。
実際の複雑形状をしたモデルにおいては、差分法はなく、有限要素法、境界要素法があります。
注目
- 差分式の展開(離散化)
-
物理現象→微分方程式→差分式という流れで、数値解を解きます。
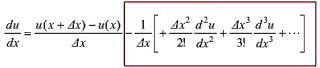
差分式にする時の展開の方法にはテーラー展開(有限差分法)などがあります。
厳密な、微分方程式を差分式に変換する技法(離散化)については、コンピュータ伝熱・凝固解析入門(大中逸雄 著)が参考になります。(初めての人には難しいかもしれません)
● 計算領域の定義について
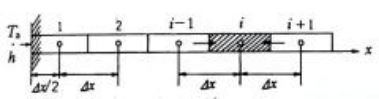
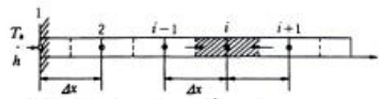
コンピューターを使ってシミュレーションをする場合、計算・解析の対象となる領域をメッシュで切ります。(要素分割とも呼び、オイラー系の手法と呼びます。一方、要素分割が不要のラグランジュ系の手法、例えば、粒子法というものもあります。)
メッシュで切った領域(要素)に、物理的な値(温度など)を持たせて計算しますが、その値を持たせる位置(節点:node)を、要素の中心にするか(内接点)、要素の頂点に設定するか(外節点)で、計算式が変わります。(流動計算の流速は、辺に持たせます)
注目
- ●節点
-
物理現象→微分方程式→差分式という流れで、数値解を解きます。
差分式にする時の展開の方法にはテーラー展開(有限差分法)などがあります。
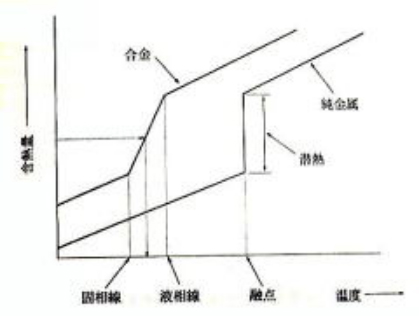
● 鋳造に特徴的な熱の取り扱い(潜熱)
鋳造工程においては、金属が固まります。つまり、液体から固体になるのですが、その時に「潜熱」と呼ばれる熱を出します。これが、特徴です。
純金属は一気に潜熱を放出し、合金はグズグズ液相線と固相線の間で温度低下しつつ放出します。
この過程を数値計算する場合、主に3つの方法で取り扱うことが知られています。
1.温度回復法:純金属に適している。
2.等価比熱法:等価とは「見かけ」の意味で、温度によって見かけの比熱を使う。
3.エンタルピー法(含熱量法):純金属、合金、共晶で同じようなプログラムで扱え、すっきりした形。
注目
- ●含熱量と温度との関係
-
熱力学的な、平衡状態(マクロな視点)では下図のようになる。実際には、過冷却や結晶の核発生、成長など非平衡な状態(ミクロな視点)になる。
● 凝固形式と凝固温度範囲
金属が固まる時に、その形式は主に2つあります。
1.表皮形成型:純金属のように、凝固温度範囲が0か、狭い温度範囲を持つ合金(Skin formation)純銅、アルミニウム、青銅、黄銅、クロム銅など固相・液相が完全に分かれるため、収縮に対する溶湯補給が容易。適当な押湯を設けて欠陥を排除することが容易。
2.かゆ状型(マッシー型):温度範囲の広い合金に見られる凝固形態。りん青銅、すず青銅、洋白(Cu・Zn・Ni,500玉)などは、固相率が50~70%になるとかゆ状になり、生成したデンドライトの樹間に微細な収縮巣(ミクロポロシティ)が発生。冷金か金型を用い温度勾配を大きくとり、指向性凝固させる。Cu-Sn系合金では、かゆ状凝固により収縮巣の発生とSnの偏析、逆偏析が生じる。
注目
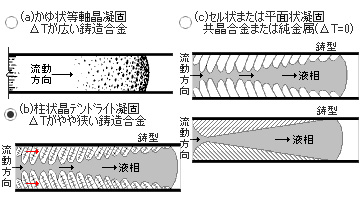
- デンドライト凝固
- デンドライト凝固の場合は、ダルシー流れをモデルとして計算しています。(凝固形態を考慮した流動停止)
▼純金属 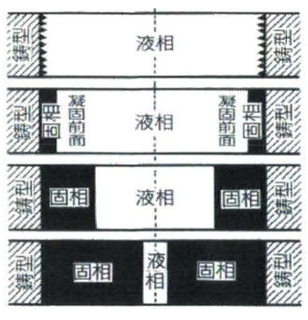
▼短い凝固範囲の合金 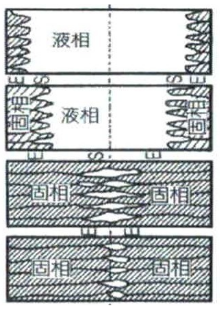
▼中位の凝固範囲の合金 
▼長い凝固範囲の合金 
1.溶湯(湯先)の温度の低下(固相率の上昇)
2.鋳型内の圧力の上昇(背圧)
などを見るのが普通ですが、JSCASTでは、右の図のように金属の種類によって、さらに詳しく評価できるようになっています。(純金属、鋳鉄、合金で凝固形態が異なるため、凝固形態を選択できます)
差分法について
● 差分式の精度と、風上差分と中心差分
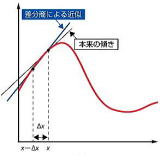
テーラー展開を打ち切る際に、⊿Xのオーダーで打ち切る場合を、1次精度、あるいは、差分近似のオーダーは1次であると表現し、⊿Xの2乗の項を2次精度であると表現します。
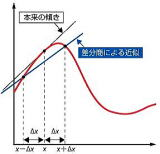
Xの関数のφ(X)を考える場合、Xの前後の関数値φ(X-1)、φ(X+1)を使う場合を中心差分と呼び、Xの値であるφ(X)と、Xの後の関数値、φ(X-1)を使う場合を後退差分と呼び、後退差分を使う方法を風上差分と呼びます。風上差分は、中心差分を安定させる目的で使います。
1次精度の後退差分を用いた場合、1次精度風上差分スキームという表現をします。
● 陽解法と陰解法
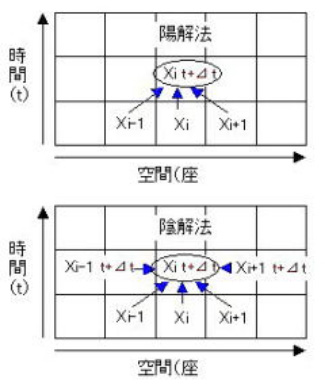
空間と時間が同時に変化する時、横軸に空間(X)、縦軸に時間(t)をとり、時間tにおける座標(Xi)と、その前後の値から、未知の時間t+⊿tにおける座標Xiの値を求めるのが陽解法です。
一方、時間tにおける座標(Xi)と、その前後の値、そして、未知の時間t+⊿tにおける座標Xiの前後の値から、時間t+⊿tにおける座標Xiの値を求めるのが陰解法です。
陰解法の法が計算が複雑になりますが、⊿tの値を大きく出来るので、結果が早く出る(収束すると表現する)ことが、多々あります。
● 連立方程式の解法
例えば流れの計算の場合、運動量保存則(ニュートンの第二法則を変形したもの。流体ではナビエストークスの式とも呼ぶ)と、質量保存則(セル内の物体の質量の情報)を連立させた微分方程式を解きますが、実際にパソコンで計算させるためには差分式にして、つまり、運動量保存則の差分式(主な未知数は、速度、圧力等)質量保存則の差分式(主な未知数は速度等)を解きます。(方程式の概要は、便利な操作説明書にもあります)
2つの保存則の式で共通して未知数である速度を消去するように連立させた差分式(主な未知数は、圧力)を圧力方程式と呼びます。(右の上段のn個の式)
計算するセルがn個有るとすると、連立させた差分式もn個有り、マトリックスにして一度に解くことになります。例えば、SOR法などを使って解きます。

鋳造設計の基本
● 合金のデンドライト凝固
多くの実用材料は合金です。純金属と異なり、通常、合金の凝固界面は不安定で、G(固液界面での温度勾配)とV(結晶成長速度)が小さくなるに従い、結晶の先端が突起してきます。熱の流れ方向に加え直角方向にも凹凸が生じた結晶がデンドライトです。(界面が荒れる場合、ノンファセット凝固とも言う)
固液界面が荒れた時にデンドライトの形になります。半導体のシリコンやゲルマニウムのように平滑な固液界面の場合は、リボン状結晶になります。(界面が平滑な場合、ファセット凝固ともいう)
金属とシリコン(非金属)合金の場合「共晶」になり、組み合わせとして考えられるのは、下記の3つです。
1.ノンファセット/ノンファセット(Ni耐熱合金など)
2.ノンファセット/ファセット(Fe-C系、Al-Si系)
3.ファセット/ファセット(セラミックなので割愛)
注目
- ●鋳鉄
-
Fe-C系の代表的な材料、鋳鉄では、通常は組織中にデンドライトは見えませんが、晶出した黒鉛(C)の形に眼がだまされて見えないだけで、凝固中に液相を覗くと見えます。
▼(a)→(b) →(c) → (d) → (e) でG/Vが小
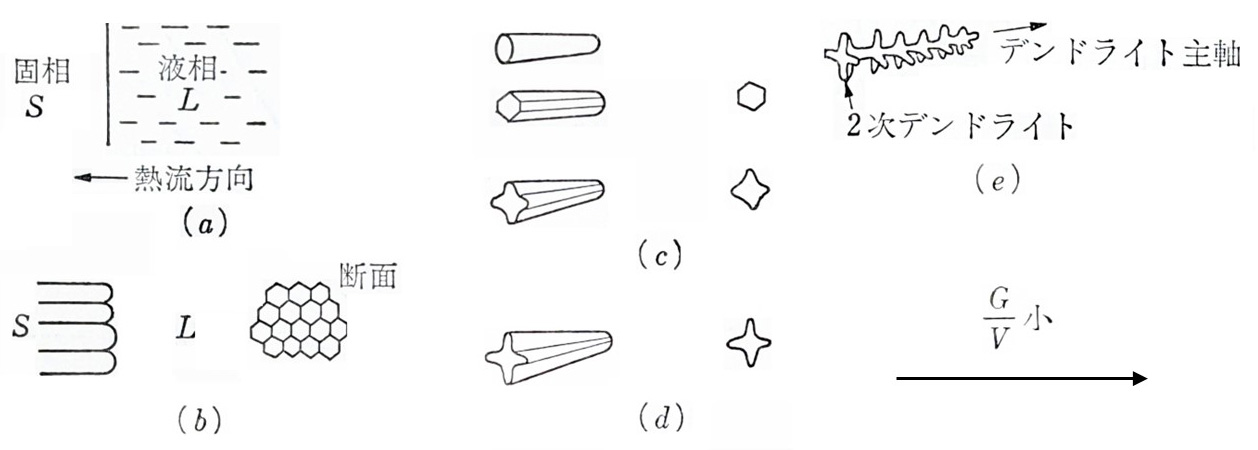
▼デンドライトが太り、等軸晶、柱状晶に
鋳造方案について
● 優れた鋳物製造のために必要な10のルール(John Campbell教授)
1.良い溶湯の準備
2.湯面の乱れをなくすこと
3.表面酸化物の取り込みをなくすこと
4.気泡の取込をなくすこと
5.中子ガスを逃すこと
6.引け巣対策(押湯設計)
7.溶湯の対流防止
8.偏析防止
9.残留応力の低減
10.寸法基準点の正しい設定
上記のうち、2~7までが鋳造方案に関係するもの。鋳造欠陥の8割は注湯時の湯面の乱れによるものです。
参考図書:「基礎から学ぶ鋳造工学」(日本鋳造工学会)
● 鋳造方案
鋳造品を製作するための生産設計を「鋳造方案」と呼びます。
鋳鉄などでは、冷却速度が早過ぎるとチルや割れ等の欠陥が生じやすく、アルミニウム合金では、冷却速度が早い方がポロシティ欠陥が発生しにくいです。
● 方案に正解はない
1.堰の設置位置
2.湯道の形状(湯流れの方向性)
3.押し湯のサイズ、位置
4.湯口、湯口底、湯道
(断面積など 湯口:湯道:堰総断面積)
● 方案の自動設計の注意点(ソフトを信じてはいけない)
シミュレーションソフトの自動設計に慣れると、最終充填部・最終凝固部しか見ないようになる傾向があります。
現象のメカニズムの理解し、過程が分からないといけません。
そのためにも、特に商用の鋳物の場合は、ミニマムコストが要求され、仕上げの様子など(中子と仕上げはコストに関係する)現場を見ないと分からないことも含めて、色々な検討が必要になります。
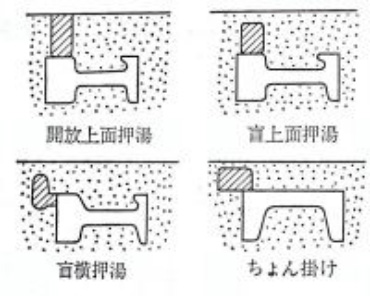
● 凝固設計について
製品の薄肉部→厚肉部→押湯の順に凝固を終了させます(指向性凝固)
1.押湯の場所と個数有効範囲の表を参考にする
2.押湯の種類と形状
3.押湯の寸法:押湯方程式というものがある。モジュラスM(M=V(体積)/S)を使って凝固時間を表現した、クボリノフの式がある。
4.冷や金の設計:指向性凝固によってホットスポットの位置を変更できる。
5.肉厚こう配による押湯の省略も可能。
参考図書:「大学講義シリーズ24 溶融加工学」(コロナ社、大中逸雄・荒木孝雄 共著)
● 湯口設計について(流動設計) 1.湯口系の種類の選択

2.湯道、堰の数、位置寸法:溶湯が均等、迅速に流入するようにする
3.湯口比:湯口断面積の設計。加圧方式(鋳鉄系)・非加圧方式(Ai,Mg合金)
4.鋳込速度、鋳込温度:速い→砂かみ、のろかみガス欠陥、鋳型破損
遅い→湯まわり不良湯じわ、照らされ
高い→ガス、ひけ巣欠陥
▼注湯時に生じる鋳型破損の例
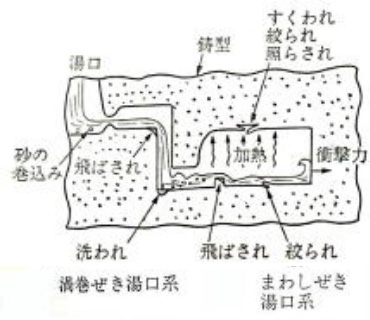
溶湯流により、鋳型の一部が欠ける → 飛ばされ、鋳型の一部がえぐられる → 荒され(洗われ)鋳型と溶湯が反応する → 焼着き
5.ヘッドの有効高さ:有効ヘッドの高さをベルヌーイの式に適用して、湯口比、鋳込時間を使って、湯口系の断面積が決定される
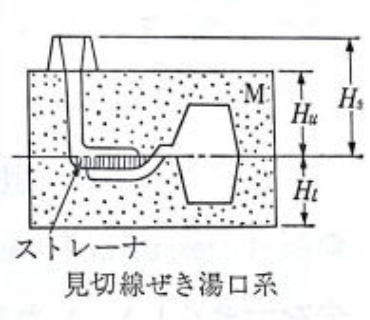
● その他(色々な検討) 仕上げに方案の痕跡を残さない、型バラシしやすい、見切り面の制限、堰の除去・除肉(駄肉の除去)、歩留まり向上など。
鋳造欠陥について
● 凝固欠陥として
1.ミクロ偏析
2.マクロ偏析(正偏析・負偏析、正常偏析・逆偏析、V偏析逆V偏析・A偏析)
3.気孔欠陥(ガス気孔欠陥、ひけ巣欠陥)
4.高温割れ
5.その他の欠陥(組織欠陥、介在物欠陥、高温変形)
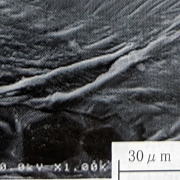
などがあげられます。ここでは特に「気孔欠陥」についてとりあげています。
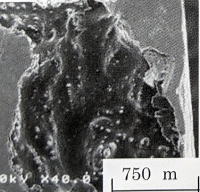
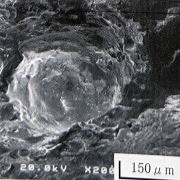
SEM(走査型電子顕微鏡)を使って、欠陥内部の拡大画像が得られ、やEDS(エネルギー分散型X線分析)を使って、成分の分析をします。
鋳造欠陥の名前、鋳造法、金属の種類、要因、対策の順番で書いてあります。
(対策は方案で出来るものを優先)
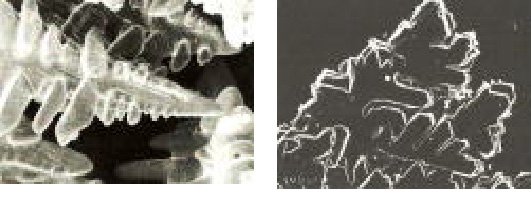
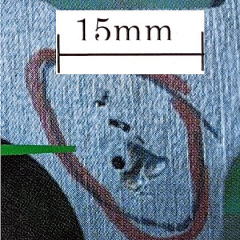
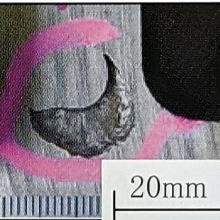
●内引け巣、低圧鋳造、アルミ合金(AC2B) 右は拡大写真。その部位が速く冷却されるようにします。
鋳鉄などでは、冷却速度が早過ぎるとチルや割れなどの欠陥が生じやすく、
アルミニウム合金では、冷却速度が早い方がポロシティ欠陥が発生しにくいです。
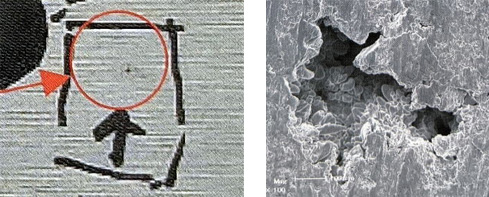
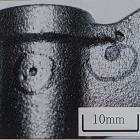
● 内引け巣、生型、ねずみ鋳鉄(FC300) 中子ガスの発生による欠陥。押湯設計、冷やし金の活用です。
● ざく巣、フルモールド鋳造、球状黒鉛鋳鉄(FCD600) 凝固時の体積収縮による溶湯供給不足、鋳込み温度を上げます。


● ざく巣、フルモールド鋳造、球状黒鉛鋳鉄(FCD450)
鋳込み温度が低いと集中型、高いと分散型になります。
(上:1398℃、下:1453℃)
鋳込み温度を低くし、冷やし金を使って指向性凝固させます。



● ガス吹かれ(ブローホール) シェルモールド鋳造、ねずみ鋳鉄(FC250) 粘結剤を減らし、空気およびガス抜きを適切にしました。
● ピンホール(残渣がスラグ化) 生型鋳造 球状黒鉛鋳鉄(FCD450) 黒鉛球状化剤の残渣。球状黒鉛化処理温度、出湯温度を上げました。
ミクロ偏析、マクロ偏析、気孔欠陥、高温割れ等について説明しています。
関連ページ

JSCASTのご利用や、受託解析サービスのご利用、資料レンタルなど、 様々な内容をお問い合わせいただけます。まずはお気軽にお問い合わせください。 (5営業日を目安に返信いたします)

※または代表直通番号(090-3871-0192)へ
おかけください。